

Ваш заказ принят
Мы свяжемся с вами в ближайшее время


Потребность планеты в нефти увеличивается ежегодно. Одного только автомобильного топлива мы каждый день потребляем более 50 млн баррелей — через 15 лет этот показатель будет выше еще на треть. Чтобы своими глазами увидеть, как нефть становится топливом, корреспонденты “Ъ” посетили Омский нефтеперерабатывающий завод, самый большой в России и один из крупнейших НПЗ в мире.
Пассажирский среднемагистральный самолет сжигает порядка 3 тонн авиационного керосина в час. Наш авиалайнер, Boeing 757, следующий маршрутом Москва—Омск, должен был израсходовать уже более 9 тонн, когда я почувствовал, что мы идем на посадку.
Первое, что видит пассажир, подлетая к городу с запада,— впивающиеся в небо трубы омской электростанции. Они становятся различимы задолго до того, как на горизонте проступают очертания самого города, по современным меркам невысокого, раскинувшегося на слиянии двух рек — Оми и Иртыша.
Эти места — южная часть Западной Сибири — давно отвоеваны у природы, поэтому лесов тут немного и болота темнеют не так часто, как, скажем, на территории Тюменской области. Когда-то, когда пушнина была стратегическим ресурсом, тут вели меховой промысел. Сегодня у России другой стратегический ресурс, и теперь здесь занимаются нефтью.
Постепенно снижаясь, мы подлетаем к Омскому нефтеперерабатывающему заводу. Белые «шайбы» нефтехранилищ поначалу кажутся крошечными, однако позднее нам расскажут, что в некоторых из 43 хранилищ резервуарного парка завода может содержаться до 50 тыс. кубометров (это сравнимо с емкостью олимпийского бассейна) сырой нефти.
За то время, что мы летим над заводом, в деталях становятся видны отдельные его постройки и даже люди. Подо мной — сотни километров трубопроводов, проложенных на эстакадах над землей. Почти 3 тыс. сотрудников — инженеров, операторов, технологов, лаборантов, слесарей, водителей, наладчиков. Редкие автомобили, кажется, еле плетутся, не превышая даже максимальной разрешенной на заводе скорости в 40 км/ч. Блестят на солнце колонны установок нефтепереработки.
Подо мной — одна тринадцатая часть всей перерабатываемой в России нефти. Самый крупный налогоплательщик Омской области и мощнейший из 36 НПЗ страны, перерабатывающий 21 млн тонн нефти в год. Если эта цифра сама по себе ни о чем вам не говорит, представьте железнодорожный состав из цистерн, каждая из которых вмещает до 60 тонн нефти. Если разлить всю поступающую на ОНПЗ нефть по ним, у вас получится состав из 367 тыс. цистерн. Он растянется на расстояние от Омска до Москвы. И даже дальше.
Нефть уже тысячи лет не дает человеку покоя. В древности бывали места (впрочем, и до сих пор они встречаются), где нефть сама выходила на поверхность, сочась из-под земли. Давно были открыты ее целебные свойства, как и ее способность гореть. Вечные огни газовых и нефтяных месторождений становились алтарями древних религий. Нефть использовали и в качестве оружия. Но то было до того, как началась нефтяная эра и была раскрыта главная ее сила — созидания.
Последние 150 лет человеку с каждым годом нужно все больше нефти, а она в свою очередь уходит все глубже, прячется, ставя преграды на пути ее извлечения из недр. И пока геологи и бурильщики пытаются вытолкнуть нефть из-под земли, люди другой профессии, нефтепереработчики, ищут все новые способы раскрытия тайн этой субстанции.
Лёгкая сладкая нефть
Современный НПЗ — это множество процессов, в которых задействованы десятки установок и тысячи людей. Не говоря уже о миллионах тонн сырья. На заре истории переработки для перегонки нефти в какой-либо продукт — керосин, мазут, допотопный бензин — использовались лишь огонь да медный куб. Сегодня некоторые процессы, происходящие на молекулярном уровне, настолько быстротечны, что впору задаться вопросом — а происходят ли они вообще? И если раньше куб, огонь и часы ожидания давали готовый продукт, то теперь с ростом потребностей человечества процесс, который занимает одну-две секунды и проходит в исполинском реакторе, дает лишь один из десяти, а то и пятнадцати компонентов бензина. Для того чтобы превратить нефть, например, в бензин «Евро-5», на омском заводе круглосуточно работают более десяти установок.
Когда-то человечество сжигало большую часть переработанной нефти, не находя ей применения. Теперь это роскошь. Сейчас нефтепереработчики ведут борьбу за каждую десятую, а то и сотую долю процента. Все меньше продукта попадает в графу «невосполнимые потери». Топливо становится все более чистым — миллиарды рублей, которые «Газпром нефть» уже вложила в развитие своих заводов, в том числе и омского, позволили полностью перейти на выпуск бензина и дизеля стандарта «Евро-5». Это означает, что в воздух Омска, Москвы, Ярославля — да всех городов, где продается топливо компании, из выхлопных труб автомобилей попадает в десятки раз меньше вредных веществ, чем раньше.
После завершения очередного этапа модернизации, цель которого — повысить эффективность производства, глубина переработки нефти к 2020 году достигнет 97%. Соответственно, переработка одной тонны сырой нефти позволит получать до 970 кг нефтепродуктов товарного качества — это будет рекордный для России показатель.
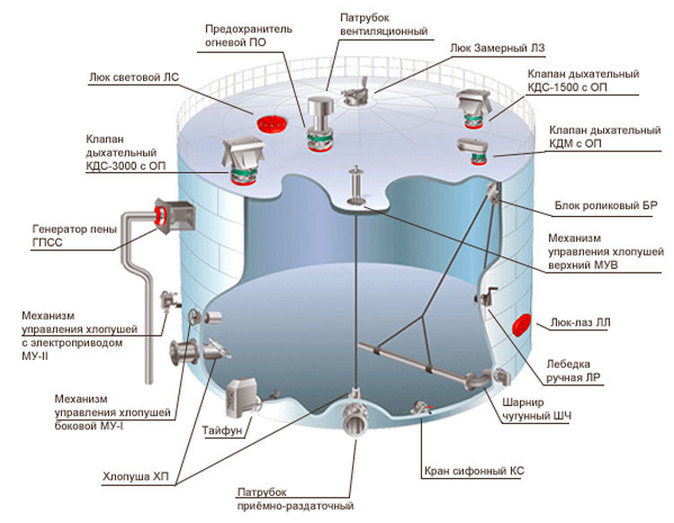
Товарно-сырьевая база Омского НПЗ расположена на самом краю заводской территории, где ее насосную станцию окружают гигантские резервуары, те самые белые «шайбы», которые можно было рассмотреть с самолета. Это стальные бочки, окрашенные в белый цвет, высотой до 15 м. Пожалуй, из всех построек НПЗ именно эти резервуары — самые, казалось бы, незамысловатые и привычные для глаза сооружения. Мы иногда видим их на бензоколонках или в аэропортах. У железных дорог. И никогда не задумываемся, как они, собственно, появились. Сооружение настолько элементарное в представлении обывателя, что, казалось бы, не заслуживает особого внимания. Но его создатель — человек, скорее известный широкой публике как проектировщик Шаболовской башни в Москве,— повлиял на нефтяную индустрию России и мира как мало кто другой.
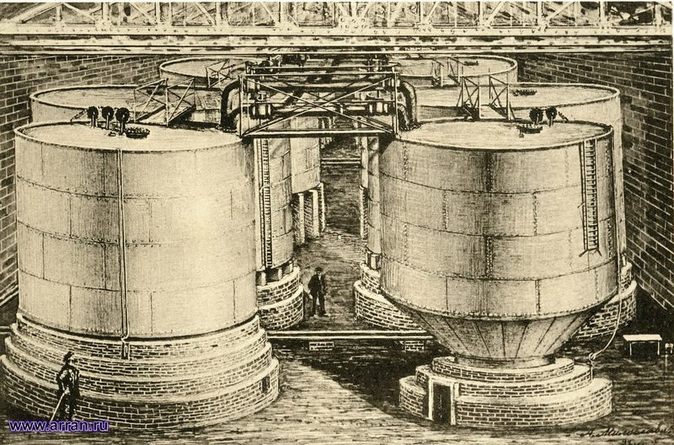
Российский инженер Владимир Григорьевич Шухов разработал первые резервуары, которые до сих пор называют шуховскими, в 1878 году — для «Товарищества братьев Нобель», осваивавшего бакинские нефтяные промыслы. Тогда, на рассвете нефтяной эры, инженер доказал, что подобный способ хранения является одновременно наиболее безопасным для окружающей среды и самым экономичным в производстве. До этого нефть в России хранили в наливных прудах, в США — в прямоугольных металлических резервуарах. В то же время Шухов спроектировал и первый в России нефтепровод — Баку—Батуми. Первые речные танкеры — это также его детища. Он же первым предложил способ извлечения нефти из недр путем закачки в скважину сжатого воздуха.
Скрытая от людских глаз, добытая на глубине 2,5 км по «шуховскому» методу нефть приходит на товарно-сырьевую базу Омского НПЗ сразу с нескольких месторождений Западной Сибири. Проделав путь по трубопроводам, длина которых колеблется в промежутке 2–3 тыс. км, она сливается в единый поток в трубе, которая подходит к самому заводу. Это то, что называют товарной нефтью Siberian Light, относящейся к сорту Light Sweet Oil («легкая сладкая нефть»). В отличие от многих других сортов, эта нефть не отпугивает резким серным запахом. На то она и «легкая» — содержание серы в ней намного ниже, чем, скажем, в экспортном варианте российской нефти Urals. И хотите верьте, хотите нет, но аромат ее скорее приятен. Я не нефтехимик и не умею определять элементы по запаху. Но у меня этот запах вызвал ассоциации с медом полевого разнотравья. В какой-то степени так оно и есть, только «поля» эти со всем живым на них цвели десятки, а то и сотни миллионов лет назад.
Нефть, добытая в разное время, пусть даже на одном месторождении, не имеет постоянного химического состава. Он меняется в зависимости от глубины залегания. И это именно сырая нефть — не просто не переработанная, но также содержащая грунтовые воды, попутные газы и соли. Хотя Siberian Light отлично подходит для получения из нее светлых нефтепродуктов — бензина, дизеля, керосина — в таком виде она не может поступить напрямую в перегонку. Ей предстоит пройти большой путь, чтобы в итоге распасться на части, изменить структуру и стать тем, что мы зальем в бак.
Олег Гнедин, молодой человек лет тридцати с загаром по линии ворота его форменной куртки, до сих пор не может привыкнуть к белой каске, которую носит уже два с половиной года. На заводе в таких ходят только начальники. «Мои все и так знают, кто я»,— говорит он о своих подчиненных, которых предпочитает называть коллегами. Но порядок есть порядок.
Вотчина Олега Гнедина — атмосферно-вакуумная трубчатка, или АВТ, комплекс первичной переработки нефти, состоящий из нескольких колонн. Если вбить в поиске Google запрос «НПЗ», то именно их — блестящие, полные, как баобабы, или изящные, как березы, сорокаметровые колонны — вы и увидите. Таких установок на Омском НПЗ пять, но АВТ-10 Гнедина даст фору всем остальным: на нее одну приходится 8,5 млн тонн переработанной нефти в год. Или 23,5 тыс. тонн в день. 19 железнодорожных цистерн в час, или 458 в сутки. Когда завод был пущен в 1955 году, всех его мощностей хватало только на то, чтобы переработать 750 тыс. тонн в год.
На АВТ нефть, отстоявшись в резервуарах, поступает с товарно-сырьевой базы по пятикилометровому трубопроводу. Как и на насосной станции в 5 км от установки, здесь оператор три раза в день забирает пробу прибывшего сырья и отправляет ее в лабораторию завода. Этот оператор и лаборант — последние, кто видят нефть перед тем, как та поступит в колонны установки. С этого момента она уже перестает быть просто нефтью.
В последний раз «живую» нефть, не пробу, Олег Гнедин видел пять лет назад. После планового ремонта на своей первой АВТ. Тогда пуск установки был под Новый год, ударили морозы, и нефть попросту замерзла в трубопроводе, не дойдя до колонн. «Мы трое суток отпаривали ее,— вспоминает он уже с улыбкой.— Подводили в колодец трубы пар. День и ночь. Как раз под Новый год нефть пошла — ударил фонтан, мы все под ним оказались. Ощущения были, наверно, как у буровика».
Олег Гнедин проводит для меня экскурсию по АВТ. Мы шагаем мимо гудящих насосов, проходим между раскаленных труб, от которых идет жар, уловимый на расстоянии в несколько метров от них. Температура некоторых из них — более 300 градусов по Цельсию. Именно до такого уровня нефть нагревается в печи прежде, чем поступить в переработку. При этом температура в нижней части главной атмосферной ректификационной колонны К-2 достигает уже 350 градусов.
«Что важно понять, так это то, что нет ни одной установки, где бы мы могли получить, например, 95-й бензин,— объясняет Олег Гнедин.— Тут мы получаем лишь несколько его компонентов. Дальше — изомеризация, риформинг, крекинг, висбрекинг, гидроочистка… Не понимаешь, что это? Не парься! Меня когда привезли на первую практику сюда и прокатили по 20 установкам — потом такая каша в голове была, что я несколько дней отойти не мог. Но ничего, отучился еще четыре года — и все понял».
Если попробовать упростить, первичный процесс переработки нефти выглядит так. По трубе, после прохождения через печь, нефть подается в среднюю часть ректификационной (то есть разделительной) колонны на тарелку питания и стекает в нижнюю ее часть. Тарелки, а их в колонне порядка сорока, предназначены для разделения нефти на ее составные части — фракции. Навстречу потоку жидкости, снизу поднимаются пары уже кипящей нефти. Именно они разогревают стекающее вниз сырье. Таким образом, на тарелках ректификационных колонн выделяются отдельные компоненты из общей массы: происходит тепло- и массообмен. Сверху при самой низкой в колонне температуре (порядка 130 градусов) собираются пары бензина и газы, далее, на десятой тарелке сам бензин, прямогонный — такой для заправки автомобилей не используют уже более 80 лет. Ниже, между двадцатой и двадцать второй тарелками, выкипает при температуре в 180 градусов керосин. Еще десятью тарелками ниже и ста градусами выше — дизельное топливо. В самом низу остаются продукты с самой высокой температурой кипения — мазут, вакуумный дистиллят и гудрон.
И если это было просто, то дальше все куда сложнее. Помимо К-2 на установке Гнедина есть также К-1, К-8А, К-3, К-10. У каждой колонны есть свое предназначение. Одна — стабилизирует прямогонный бензин, отделяет его от газов. Из нее он переходит в другую колонну, где разделяется на фракции — также под действием температур и давления. В вакуумной колонне отойдут погоны масел, чтобы поступить на масляное производство. Раньше оно было частью ОНПЗ, но масштаб бизнеса потребовал создания отдельного предприятия, и вот уже несколько лет выпуском масел и смазок занимается отдельное предприятие — Омский завод смазочных материалов.
Характеристику «самый», столь привычную для ОНПЗ, с прошлого года с полным на то основанием можно использовать и в рассказе об омском масляном производстве. Здесь заработал самый мощный в России комплекс по производству, смешению, затариванию и фасовке моторных масел, где погоны (то есть составные части) масел очищают, смешивают, добавляют к ним присадки — и заливают в канистры (их выдувают здесь же — на специальном производстве), бочки или цистерны. Из Омска самые разные масла — индустриальные, моторные и трансмиссионные для коммерческого транспорта, легковых автомобилей, судов и тепловозов — отправляются в российские регионы, страны СНГ и Центральной Азии, в дальнее зарубежье.
Познакомьтесь также с городом Омском
Источник текста: https://www.kommersant.ru/projects/onpz
Источник фото: Google.
Источник видео: Youtube.


